Анализ измерительных систем обычно тесно связан с автомобильным стандартом качества ИСО ТУ 16949 (формально это не стандарт, а спецификация, но по сути тот же стандарт, который мучает требованиями производителей автокомпонентов сильнее, чем ИСО 9001).
Я настоятельно бы рекомендовал каждому технологу и специалисту систем качества получить базовое представление о данной процедуре, так как качество характеризуется мерой (степенью) какого либо свойства. Правильность измерения является основой основ любых производственных, да и не только производственных систем.
Основная задача анализа измерительных систем проверить, может ли то, чем мы измеряем измерять то, что мы измеряем
Теперь более официальным языком:
качество измеряемых данных определяется статистическими свойствами многочисленных измерений, добываемых измерительной системой в стабильных условиях. Наиболее распространенные статистические свойства измерительной системы - это смещение и дисперсия измерительной системы.
Начнем с базовых вещей:
1. Измеряет не прибор! Измеряет измерительная система!
Система, которая состоит из
- прибора
- сотрудника (оператора прибора)
- стандарта / эталона (то, с чем мы сравниваем показания прибора)
- условий окружающей среды, в которых функционирует прибор (влажность, давление, температура)
- процедуры измерения
- измеряемой детали.
2. Результат измерения не точечное значение (единичное значение) а отрезок (разброс соседних значений, каждое из которых имеет шансы быть показанным прибором в качестве результата! Разумеется, этот разброс может быть обнаружен на определенном уровне чувствительности прибора и после нескольких замеров одной и той же детали. Иногда мы не увидим этого разброса, так как округленные единицы измерения результатов скрывают его (вес в килограммах, а разброс в граммах).
Определения
Метрология требует точности и в определениях, поэтому, вот Вам, уважаемые читатели на закуску, немного определений:
измерение - присвоение чисел (значений) материальным вещам
прибор - любой механизм для получения измерений, включает устройства типа «проходит / не проходит»
измерительная система - совокупность приборов, стандартов, операций, методов, персонала, компьютерных программ, окружающей среды, используемых для придания количественных значений измеряемым величинам
стандарт - известное значение с заявленными границами неопределенности, принимаемое как правильное значение, принятая база для сравнения.
резолюция, распознавательная способность - наименьшая читаемая единица, самая маленькая единица шкалы измерений
правило один к десяти - эмпирическое правило, заявляющее, что отличительная способность ИС должна различать как минимум десятую часть допуска измеряемой продукции или дисперсии процесса
Чувствительность ИС - наименьший вход (изменение), который будет замечен измерительной системой.
Обратите внимание на последние два определения, вот Вам для начала правило большого пальца для выбора подходящего прибора. Чувствительность прибора должна быть минимум 10 % от диапазона измерений!
Смещение - разница между опорным и наблюдаемым значением измерения
Аккуратность измерения - Близость к опорному значению измеряемого значения.
Вот эти два понятия на схеме ↓
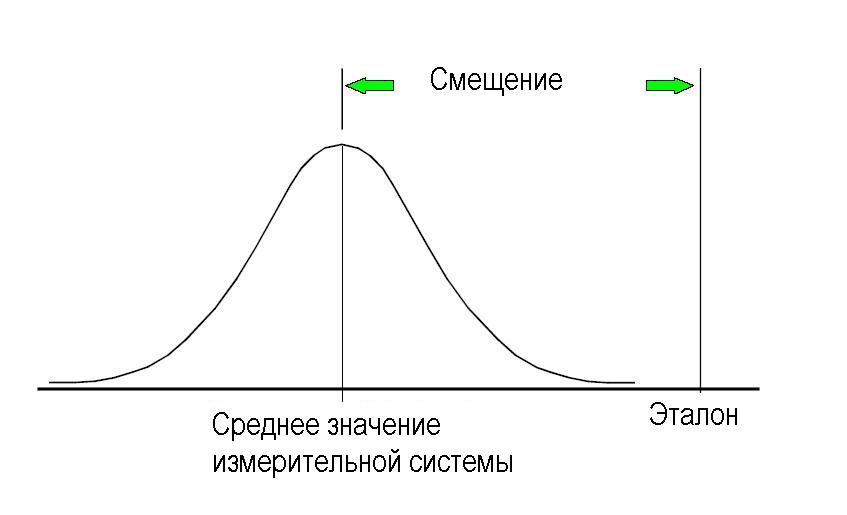
Снова акцентирую Ваше внимание на тот факт, что измерительная система измеряет диапазоном с разной вероятностью показа точечного результата из диапазона.
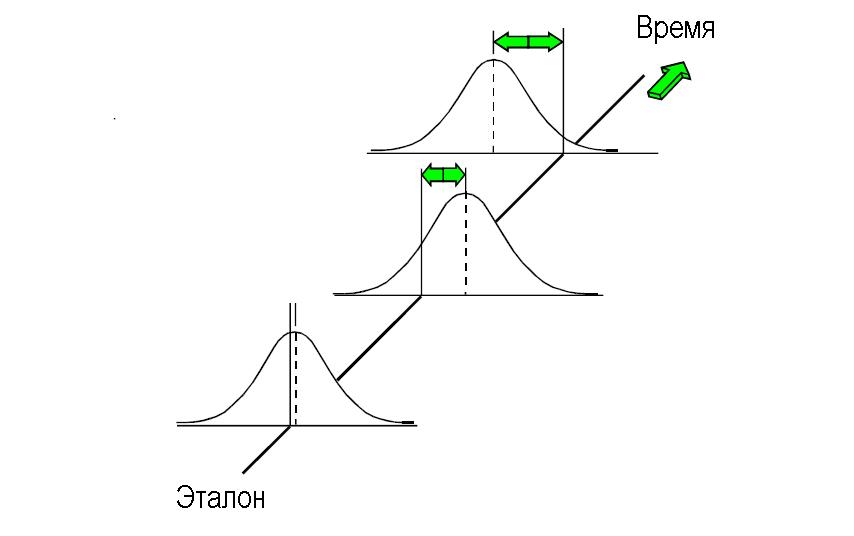
Стабильность - изменение в смещении с течением времени
Возьмите деталь, измерьте её 25 раз. Запишите результаты, через день / неделю измерьте еще раз. Обычно результаты будут выглядеть так ↓
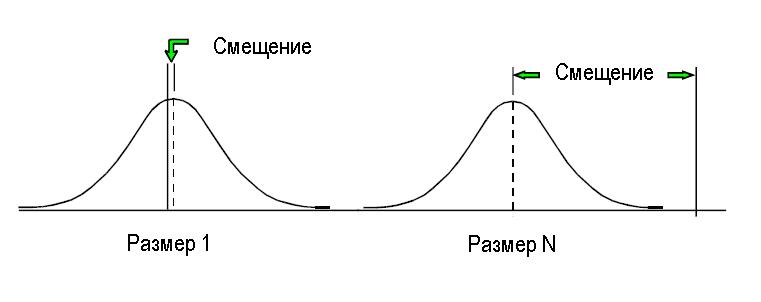
Линейность - изменение в смещении на протяжении всего рабочего диапазона (низ шкалы, середина измерительной шкалы и верх шкалы) ↓
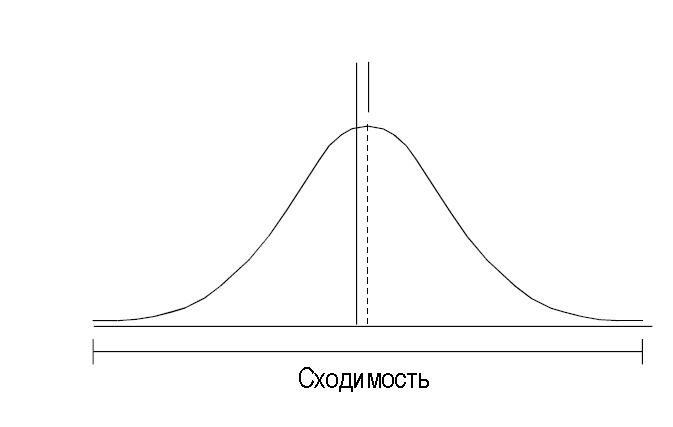
Точность - близость значений повторяемых измерений друг к другу
Сходимость - дисперсия в измерениях, полученных одним инструментом, одним оператором в нескольких последовательных измерениях на одном о том же измеряемом элементе. Обычно к ней относятся как к дисперсии прибора ↓
Воспроизводимость - дисперсия в средних значениях измерений, сделанных различными операторами на том же приборе, измеряющими ту же характеристику одной и той же детали. Обычно к ней относятся как к дисперсии оператора.
Сходимость и воспроизводимость измерительной системы
Всё вместе (сходимость плюс воспроизводимость) дает нам дисперсию (изменчивость, разброс) измерительной системы. На схеме мы видим сумму дисперсий для 3-х операторов (А, В и С)↓. Это и есть сходимость и воспроизводимость измерительной системы, которая на английском называется зубодробительным термином «Gage Repeatability Reproducibility» - GRR.
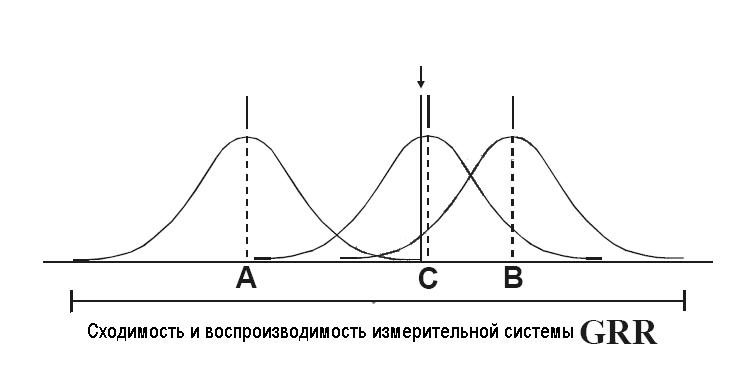
GRR, Gage Repeatability and Reproducibility - Сходимость и Воспроизводимость измерительной системы: объединенная оценка сходимости и воспроизводимости измерительной системы.
Теперь немножко метрологии:
Прослеживаемость стандартов - свойство измерения или значение стандарта, которые можно отнести к заявленным опорным значениям, обычно национальным или международным, путем использования непрерывной цепочки сравнений: ↓

Настоящее значение - неизвестное значение
Относительное значение - значение с известными операционными значениями характеристик, использующее результаты измерительной системы с более высокой чувствительностью и входящее в систему прослеживаемости. ↑
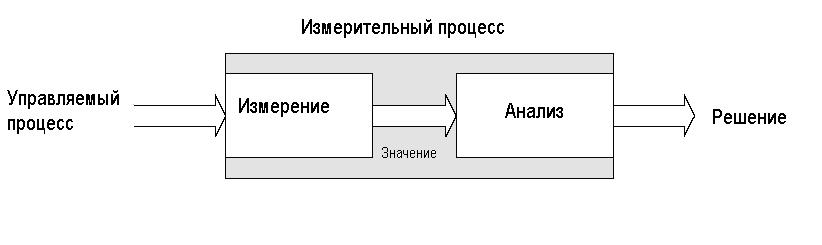
Вот так функционирует измерительный процесс:
Фундаментальные принципы Измерительной Системы:
-
соблюдение правила 1:10 (правило один к десяти)
-
Измерительная Система должна быть в состоянии статистического контроля (стабильна). То есть, изменения в значениях измерений (дисперсия) в повторяемых условиях должны происходить случайным образом (нормальное распределение значений) по обычным причинам. В состоянии статистического контроля в процессе измерений отсутствует системная вариация.
-
Для контроля продукции, дисперсия Измерительной Системы сравнивается с допусками на продукцию
-
Для контроля процесса, дисперсия Измерительной Системы сравнивается с дисперсией процесса производства
Источники дисперсии (вариации) в Измерительной Системе:
-
Эталон
-
Измеряемая деталь
-
Прибор / инструмент
-
Персонал
-
Процедура методика
-
Окружающая среда
Задачи измерительного процесса
Две основные задачи измерительного процесса это выяснить
- контроль продукции (находится ли измеряемая деталь / изделие в определенной категории)
- контроль процесса (является ли изменчивость / вариация процесса стабильной и приемлемой для нас)
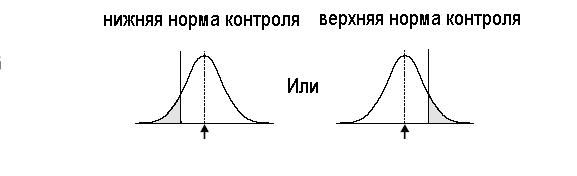
Виды неправильных измерений
Итак, прибор меряет не точкой, а интервалом, каждое из значений которого имеет разные шансы быть показанным в качестве результата. Поэтому возможны два вида неправильного измерения:
-
Соответствующая измеряемая величина признается прибором несоответствующей, так как часть возможных показаний прибора (часть дисперсии прибора) находится в серой несоответствующей зоне ниже и выше норм!
-
Несоответствующая измеряемая величина признается прибором соответствующей, так как часть возможных показаний прибора (часть дисперсии прибора) находится в белой соответствующей зоне ниже и выше норм!

Ошибки в измерении изделий
Для большей наглядности взглянем на следующую схему, на которой серый прямоугольник отмечает дисперсию измерительной системы в контроле изделий:
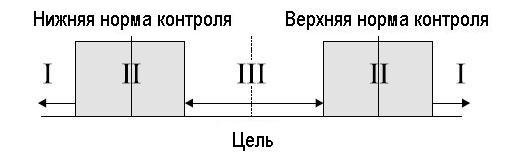
I - Плохие детали всегда будут оценены как плохие
II - Потенциально неправильное решение может быть сделано
III - Хорошие детали всегда будут названы хорошими
Наглядно видно, что чем шире прямоугольник (больше дисперсия измерительной системы), тем значительней риск ошибки.
Ошибки в измерении процесса
Схожая проблема присутствует и в измерении процесса.
Наблюдаемая и реальная дисперсия процесса:
Наблюдаемая = реальная дисперсия + дисперсия измерительной системы
То есть, любое значение в системе контроля процесса содержит в себе некую величину дисперсии измерительной системы.
Пример:
прибор измеряет детали, производимые в процессе со стандартным отклонением деталей 10 мм. (99,7 % деталей находятся в диапазоне Х ± 30 мм).
GRR=5 мм, то есть, полученная в качестве результата измерения детали величина 51 мм, может на самом деле быть реально 47 мм + 4 мм дисперсия измерительной системы!
Для оценки годности измерительной системы используют понятие числа категорий - делим измеряемый интервал или дисперсию измеряемого процесса на дисперсию измерительной системы.
Одна категория информации - измерительная система не годится для оценки, только как индикатор.
2-4 категории информации - измерительная система годится только для грубой оценки.
5 и выше - рекомендуется для использования!
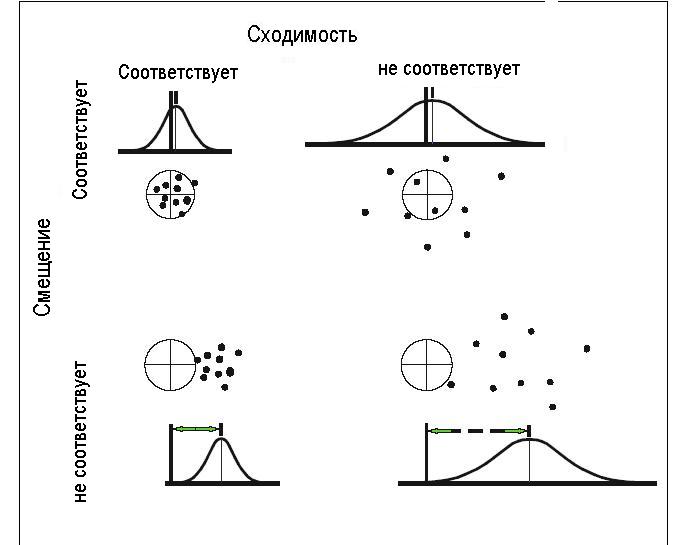
Взаимосвязь смещения со сходимостью
Давайте рассмотрим примеры различных соответствующих и не соответствующих процессов измерений:
1 В левом верхнем углу процесс с соответствующей сходимостью (результаты лежат близко друг к другу) и соответствующим смещением (среднее значение всех измерений лежит близко к эталону).
2 В верхнем правом углу процесс с несоответствующей сходимостью (очень большой разброс значений друг от друга) и соответствующим смещением (среднее значение всех измерений лежит близко к эталону).
3 В нижнем левом углу процесс с соответствующей сходимостью (результаты лежат близко друг к другу) и несоответствующим смещением (среднее значение всех измерений лежит далеко от эталона).
4 В нижнем правом углу процесс с несоответствующей сходимостью (очень большой разброс значений друг от друга) и несоответствующим смещением (среднее значение всех измерений лежит далеко от эталона).
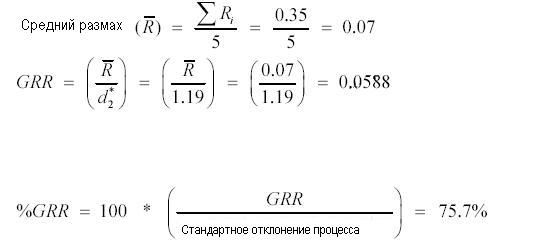
Простая методика расчета сходимости и воспроизводимости GRR
|
Детали |
Оператор А |
Оператор Б |
Размах А, Б |
|
1 |
0,85 |
0,8 |
0,05 |
|
2 |
0,75 |
0,7 |
0,05 |
|
3 |
1 |
0,95 |
0,05 |
|
4 |
0,45 |
0,55 |
0,1 |
|
5 |
0,5 |
0,6 |
0,1 |
Стандартное отклонение измеряемого процесса = 0,0777
d2 это табличный коэффициент для расчета = 1.19
Оценка измерительной системы
После всех определений и объяснений пришло время заняться самим анализом измерительных систем.
В рамках проведения анализа мы оцениваем следующее:
1) смещение в рамках калибровки
2) линейность (смещение на протяжении измеряемого диапазона)
3) сходимость и воспроизводимость измерительного процесса
4) стабильность измерительного процесса
Подробно об оценке стабильности процессов написано в статье на моем сайте, в данной статье коротко скажу следующее:
Оценка стабильности - периодически (раз в несколько дней / недель) проверяем контрольный образец от 3 до 5 раз.
Значения измерений должны лежать в пределах плюс минус 3 сигма (стандартных отклонения) от среднего значения и форма распределения значений должна быть похожа на колокол (Гауссовское распределение).
Анализ измерительной системы - оценка результатов:
-
Соответствует, если смещение (линейность) близко к нулю, или находится в пределах, установленных требованиями калибровки.
-
Дисперсия меньше заданного значения дисперсии измеряемого процесса или продукции. Обычно (GRR = сходимость и воспроизводимость):
% GRR < 10% - Удовлетворительно
% GRR < 30 % - может быть приемлемой, с учетом экономических факторов
% GRR > 30% - неудовлетворительна
Обычно, число измеряемых категорий должно быть >=5